
技术企业
金属设备制造厂家 精耕行业18年
技术企业
金属设备制造厂家 精耕行业17年
139-2594-2134
0757-22905768
English
139-2594-2134
0757-22905768
联系人:罗先生 139-2594-2134
专线电话:0757-22905223 / 22905768
售后电话:0757-22905216 / 22905768
总机电话:0757-22905226
传真:0757-22905218 / 22905226
邮箱:lao740202@163.com
网址:www.showmepiedmont.com
厂房地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号
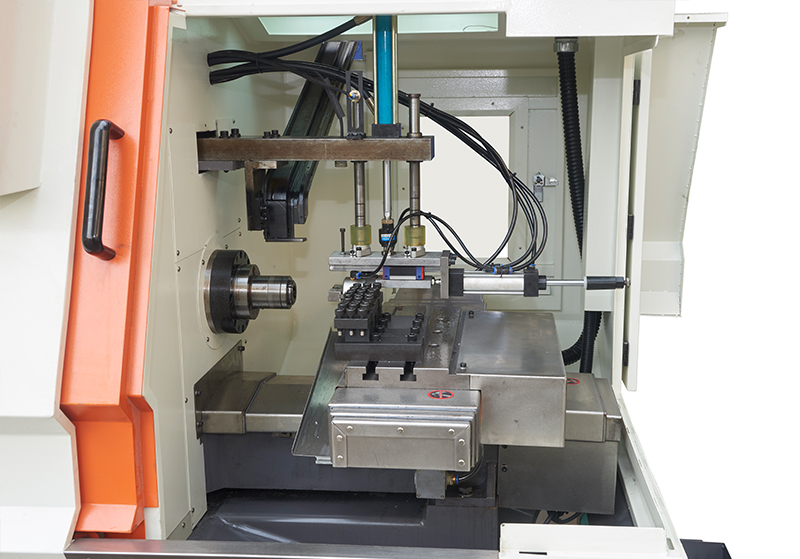
车铣复合机和加工中心的区别是:双主轴单动力刀塔数控车床是带B轴联动、C轴联动的可以做车削加工和铣削加工的机床,可以说在车铣复合机床上面可以完成一个零件的全部或者大部分加工,所以又称为小型生产线。专业双主轴单动力刀塔数控车床不仅能够提高产品的精度和加工产品的效率,而且对企业而言大大节约了机床的占地面积,过去需要在几台机床上完成一个零件的加工,现在只需要一台就可以完成所有的加工。这类机床也可以分为立式铣车复合和卧式车铣复合机床,在欧洲和日本等发达国家这类机床已经是非常普遍了,中国才刚开始起步,而且发展很慢,主要是国人对这类机床还是像对待以前的机床一样去做加工,这样大大地浪费了车铣复合机床。

双主轴单动力刀塔数控车床的基本组成:由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。专业双主轴单动力刀塔数控车床分为立式数控车床和卧式数控车床两种类型。立式数控车床用于回转直径较大的盘类零件车削加工。卧式数控车床用于轴向尺寸较长或小型盘类零件的车削加工。

双主轴单动力刀塔数控车床提高利用率,斜身机床能有效利用空间,大大减小了机床的平面占地位置。专业双主轴单动力刀塔数控车床便于排屑:倾斜的导轨也便于将铁屑集中在排屑机上便于实现自动化排屑。切削下的铁屑带有很高的热量,积聚在导轨上会使导轨受热变形,使工作精度发生变化,在批量化自动加工过程中会导致工件的批量报废。

双主轴单动力刀塔数控车床的分类,依据导轨分类,依据专业双主轴单动力刀塔数控车床各轴导轨的形式可分硬轨及线轨。硬轨适合重切削,线轨运动更灵敏。依据转速分类,立式加工中心主轴转速6000-15000rpm为低速型,18000rpm以上为高速型。依据结构分类,依据立式加工中心的床身结构可分为C型及龙门型。

双主轴单动力刀塔数控车床的改善效果:抗震性,油液的阻尼反作用力,专业双主轴单动力刀塔数控车床使棒料自动悬浮在料管中央转动。大大减少了碰撞与磨擦;液压源动力,工作噪音小,且送料动作非常稳定、平缓;不同的料管使用于不同直径的材料,是材料与料管之间的间隙更合理,送料机更稳定。

双主轴单动力刀塔数控车床的工作原理:利用压缩空气在管道内的流动,带动润滑油沿管道内壁连续不断的流动,将油气混合并输送至加工中心主轴部分及丝杠等其他需要润滑部位。干燥的压缩空气以恒定的压力(5—8BAR)连续供给,而专业双主轴单动力刀塔数控车床的润滑油是根据主轴润滑、丝杠润滑或其他部位耗油量的不同定量供给。因此每个润滑回路都必须使用单独微型油泵作为输油的动力源,油从泵出来后必须先进入油气混合阀,在油气混合阀里,流动的压缩空气把油吹成细小的油滴,附着在管壁上形成油膜,油膜随着气流的方向沿管壁流动,在流动过程中油膜的厚度逐渐减薄,但并不凝聚。
全国咨询热线:
罗先生 139-2594-2134
专线电话 (Tel):0757-22905223/22905768
售后电话 (Tel):0757-22905216/22905768
总机电话 (Tel):0757-22905226
地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号

官方网站-双主轴双刀塔数控车床")

